Вырубка заготовок для монет
Производство монетных заготовок начинается с выплавки металла, отливки слитков и проката их в ленты, из которых вырубаются заготовки.
http://www.youtube.com/watch?v=JrdZPkThqTk&list=FLjkF78MsBhe7NSj5BpuEODQ
При выплавке металла возможно образование внутренних пустот и наличие посторонних вкраплений. Прокатанный лист может получить вмятины или раковины – после отслоения примесей. Прокатные вальцы подвержены износу, вследствие которого на листе металла тоже могут образоваться волнистые неровности. Так как металл подвергается многократной прокатке, все эти неровности сглаживаются – полностью или частично. Наконец, готовые листы режутся на полосы определённой ширины и скручиваются в рулоны. Во время этих операций они могут получить следы воздействия вспомогательных инструментов и приспособлений: зарубки, забоины, рифление. Если листы маркируются, то заготовки, вырубленные из соответствующих участков, могут нести следы этой маркировки.
В процессе дальнейшего изготовления заготовок и монет все следы ещё сглаживаются, а на готовых монетах могут остаться полосы, раковины, вмятины или пологие выступы, другие неровности.
Стадия проката
Упрощенная схема вырубки заготовок


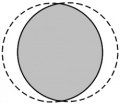
Незначительные отклонения геометрической формы монетных заготовок от окружности могут быть следствием износа вырубного инструмента.
Заготовки могут получиться немного овальными или гранёными, но при чеканке эти искажения будут исправлены за счёт деформации монетного сплава. Как правило, бракованные монеты чеканятся из заготовок, окружность которых имеет сегментарные повреждения, существенно уменьшающие объем металла.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали (или заготовки для последующего деформирования), а пробивкой — внутренний контур (изготовление отверстий).
При вырубке размеры отверстия матрицы равны размерам изделия, а размеры пуансона меньше их. При пробивке размеры пуансона равны размерам отверстия, а размеры матрицы больше их.
Вырубку и пробивку обычно осуществляют металлическими пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. В начальной стадии деформирования происходят врезание режущих кромок в заготовку и смещение одной части заготовки относительно другой без видимого разрушения.
Вырубка — полное отделение заготовки или детали от листовой заготовки по замкнутому контуру путем сдвига. Пробивка — образование в заготовке сквозных отверстий и пазов с удалением материала в отход путем сдвига. При вырубке и пробивке пуансон выдавливает отделяемую часть материала в отверстие матрицы. Оптимальная величина зазора зависит от толщины заготовки и пластических свойств материала. Зазор при вырубке назначают за счет уменьшения размеров поперечного сечения пуансона, при пробивке - за счет увеличения отверстия в матрице.
Из условия экономии металла величина технологических перемычек между вырубаемыми изделиями примерно соответствует толщине металла.
Более качественную поверхность среза получают вырубкой со сжатием, когда заготовка со значительным усилием прижимается к торцу пуансона и рабочей плоскости матрицы. Увеличение сжимающих напряжений в зоне резания повышает пластичность и уменьшает возможность образования трещин, дающих шероховатую поверхность среза.
К основным операциям листовой штамповки относятся; вытяжка, раздача, формовка, осадка, отбортовка, обжим, обтяжка и гибка. Все эти операции, кроме гибки, рассматриваются при плоском напряженном состоянии в основном очаге деформаций; знаки напряжений зависят от характера приложенного внешнего усилия. Если принять, что очаг деформации имеет плоскую форму, то все возможные случаи осесимметричного деформирования могут быть отнесены к той или другой операции в зависимости от наличия контуров, ограничивающих очаг деформаций, и от условий нагружения на них.
Выкус или «луна» – округлая выемка, радиус которой равен радиусу заготовки. Механизм формирования выкусов следующий. Монетные заготовки вырубаются из листа одновременно несколькими пуансонами в соответствии с точно рассчитанным алгоритмом, обеспечивающим максимальную экономию металла.
При этом учитывается минимально допустимая толщина перемычек между вырубками, зависящая от размеров заготовки, материала и технологических факторов. При сбоях в шаге подачи листа вырубки наслаиваются друг на друга.
Выкусов может получиться несколько. «Край листа» образуется при вырубке заготовок на самом краю листа. Из таких заготовок, если их не заметит технический контроль и настройщики прессов, чеканятся «бескрайние» монеты.
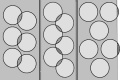
Схема образования края листа и выкусов

Выкусы на монете

Выкусы на монете

Выкус внутренней вставки




Напротив больших выкусов возникают «антивыкусы» – при чеканке, металл заготовки не полностью «затекает» в противоположные участки штемпелей (в нижней части этой десятикопеечной монеты). Ещё один дефект геометрической формы именуется «чечевица». Он связан с двойной вырубкой заготовки. Но непонятно, с технологической точки зрения, как уже вырубленный кружок металла повторно попадает под пресс. Видимо, в этом главную роль играет «человеческий фактор».
"Чечевица"

Трещины являются следствием дефектов монетного сплава или нарушений на разных этапах изготовления заготовок: прокате листов, вырубке, ковке, отжиге, плакировки.
Для каждого типа монетной заготовки технологический процесс индивидуален, и образованию трещин могут способствовать комбинации разных факторов. Внутренние невидимые дефекты металла могут проявиться лишь в процессе чеканки или обращения.

Трещина образовалась до чеканки

Трещина образовалась после чеканки


Помимо вышеперечисленных разновидностей брака, заготовки для монет, состоящих из двух и более частей, могут иметь особые дефекты, свойственные только составным монетам.
Смещение внутренней вставки относительно внешнего кольца
Механизм образования этого вида брака биметаллических монет связан с особенностями технологического процесса изготовления заготовок из двух или более составляющих, который различен для разных монет. Как упрощённый вариант, этот процесс можно представить следующим образом:
1. Вырубка внутренней полости (дампа) из «белого» металла.
2. Вырубка внешних ободков из того же листа. Обе операции, для точности, могут совмещаться на одном прессе либо дамп может вырубаться из больших кружков. В любом случае, вследствие ошибок при настройке или сбоев в подаче может получиться несоосное отверстие (на рис. – нижний ряд).
3. Вырубка внутренних кружков из «жёлтого» металла. Они делаются немного меньшего диаметра, чем отверстие во внешней заготовке.
4. Объединение двух металлов посредством ковки. «Жёлтая» вставка расплющивается ударом пресса, расширяется в диаметре и надёжно закрепляется в «белом» кольце. В принципе, кольцо и вставка могут объединяться непосредственно при чеканке, но это усложнит автоматизацию процесса.
5. Окончательный чекан, упрочняющий соединение. Если отверстие в кольце было несоосным, то и будет отчеканена бракованная монета.

.jpg)

Отклонение геометрической формы вставки или внешнего кольца
В процессе ковки вероятен горизонтальный перекос вставки.
Это может быть причиной искажения её геометрической формы: вставка всё равно будет вбита в кольцо, но получится немного овальной. А за счёт неравномерной деформации обоих металлов, она окажется более или менее смещённой относительно центра.
Такие, незначительные отклонения (до 1 мм) не так уж редко встречаются и у советских, и у российских биметаллических монет: видимо, они не выходят за рамки технических условий и не считаются дефектом.
Если вставка имеет слишком большой объём, по сравнению с полостью внешнего ободка, то она может получиться выпуклой. Одновременно, такая монета может приобрести «ореол» вставки. Выкус, «край листа» или «чечевица» у вставки может образоваться по тем же причинам, что у обычных монетных заготовок. Но дефект готовой биметаллической монеты будет иметь иные признаки, чем «бескрайние» монеты.
Так как при ковке и чеканке внешнее кольцо и вставка расплющиваются, радиус выкуса будет чуть больше исходного радиуса вставки, и его частично заполнит металл внешнего кольца. Такую деформацию можно назвать: «внутренняя грыжа кольца».
Подобный дефект – «внутренний выкус» – может иметь заготовка для внешнего кольца. Он именуется «двойная вырубка»: то есть, дамп во внешнем кольце вырубался дважды – со смещением.
Монеты, отчеканенные из дефектных заготовок для вставки или кольца, получают сквозные прорези. Так как на участке двойной вырубки кольцо не препятствует деформации вставки, то образуется «грыжа вставки».



Комбинированные дефекты заготовок для составных монет:
Теоретически, подобно обычным монетам с несколькими выкусами, могут быть изготовлены и составные монеты одновременно с несколькими дефектами заготовок.
При очень сильном перекосе вставки может получиться монета с «наслоением вставки», теоретически возможен и «разрыв кольца».
Могут быть отчеканены монеты, которые следует относить к другим видам брака: из цельных заготовок, из кольца и вставки для других типов монет – из других металлов, но близких по размерам.Вместо вставки в кольцо может быть вбита заготовка для более мелкой монеты.
Наконец, вставка и кольцо могут попасть под штемпель отдельно друг от друга.
При этом кольцо получится толще или вставка будет иметь больший диаметр, по сравнению со стандартной монетой.
Современные технологии монетных дворов позволяют изготавливать монеты с произвольными вставками.
Подобно выкусам на заготовке, вставные элементы могут иметь дефекты, связанные с недостатком материала, с изменением геометрической формы или цветовых оттенков. В принципе, в современную монету можно запрессовать всё, что угодно: даже, кусочки метеорита. А чем больше элементов включает составная монета, тем более разнообразные комбинации дефектов она может иметь.


